A double block and bleed valve (DBB) is a critical safety component in industrial piping systems that provides reliable isolation and leakage prevention for hazardous fluid processes. This comprehensive guide explains the fundamental principles, applications, and advantages of double block and bleed technology, including specialized configurations like integral double block and bleed valve systems and industry-leading Parker double block and bleed valve products.
Understanding DBB valves is essential for engineers, safety professionals, and plant operators working with dangerous fluids in oil and gas, chemical processing, and other high-risk industries. Continue reading to discover how double block and bleed valves function, when they are required by industry standards, and how to select the right configuration for your specific application needs.
What Is the Purpose of a Double Block and Bleed Valve?
The primary purpose of a double block and bleed valve is to provide maximum isolation safety in fluid handling systems by incorporating two independent sealing mechanisms with a bleed port between them. This design creates two positive barriers against process fluid while allowing the cavity between the seals to be safely depressurized or monitored for leakage.

DBB valves serve critical functions in preventing product contamination between different fluid streams, enabling safe maintenance activities without system shutdown, and providing verifiable isolation for hazardous materials. They are particularly valuable in applications where even minor leakage could lead to safety incidents, environmental damage, or cross-contamination between processes.
The ability to bleed pressure between the two seals provides visual confirmation that both primary seals are functioning properly, adding an extra layer of safety assurance that single isolation methods cannot offer.
When Is a Double Block and Bleed Valve Required?
Double block and bleed valves are mandated in numerous industrial scenarios where isolation failure could result in dangerous consequences.

In the oil and gas industry, DBB valves are required for wellhead isolation, pipeline maintenance sections, and storage tank protection systems where hydrocarbon leakage could lead to fires or environmental incidents.
Chemical processing facilities utilize DBB valves when handling toxic, corrosive, or flammable materials where accidental release could endanger personnel or equipment. Power generation plants employ them for steam line isolation and fuel gas systems where pressure containment is critical for safety.
Industry standards and regulations frequently dictate DBB valve requirements. API 6D specifies DBB applications for pipeline systems, while ASME B31.3 provides guidance for process piping applications. Many operating companies have established internal safety standards that require DBB valves for specific service conditions, including high-pressure systems, hazardous fluid categories, and critical isolation points where single valve failure could have severe consequences.
The decision to use DBB valves often involves risk assessment considerations, regulatory compliance requirements, and industry best practices for specific applications and fluid services.
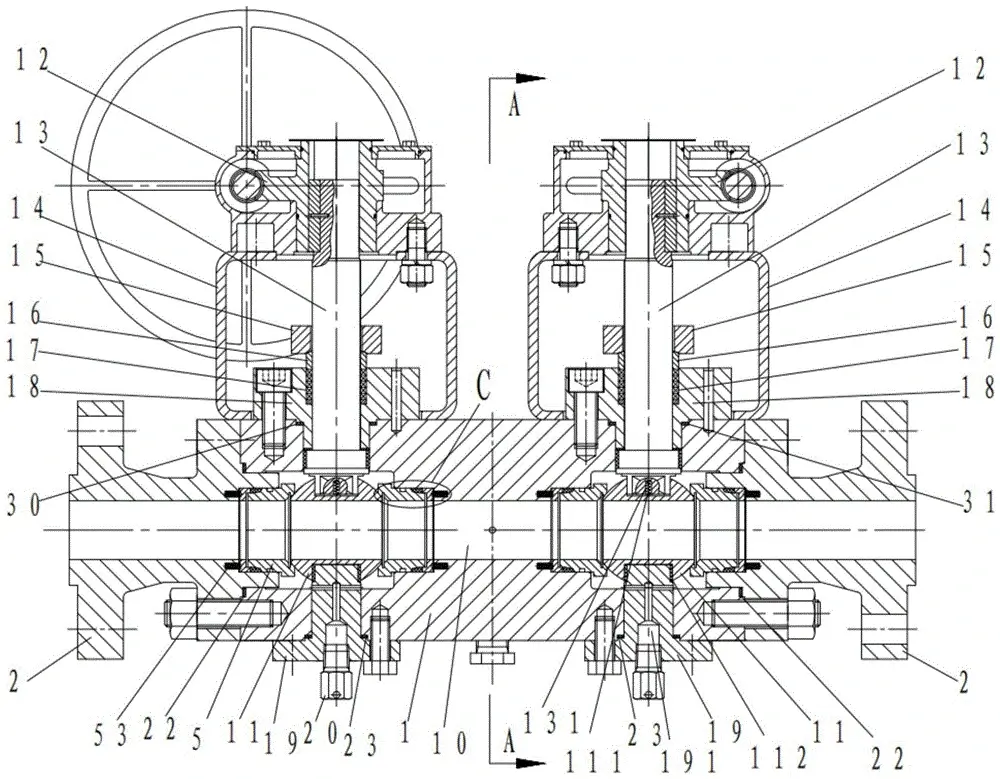
How Does a Double Block and Bleed Valve Work?
A double block and bleed valve operates through an integrated design featuring two independent sealing elements separated by a bleed cavity. When both primary seals are closed, they create two positive barriers against process fluid from either direction.
The intermediate bleed port allows operators to verify seal integrity by monitoring for any pressure or fluid between the seals. If both seals are functioning properly, the bleed port should show no pressure indication, confirming complete isolation. This verification capability is what distinguishes DBB valves from conventional single isolation methods.
The operational sequence involves first closing the upstream seal, then checking the bleed port before closing the downstream seal. This methodical approach ensures each seal’s integrity is verified before relying on the subsequent one.
During maintenance procedures, the bleed port also serves as a safe drainage point for any trapped fluid between the seals. Modern DBB designs incorporate various sealing technologies including metal-to-metal seats, resilient seals, and emergency sealing capabilities to ensure reliability under diverse operating conditions.
The specific mechanical operation varies by valve type, with ball valves, gate valves, and plug valves all offering DBB configurations with different operational characteristics and advantages for specific applications.
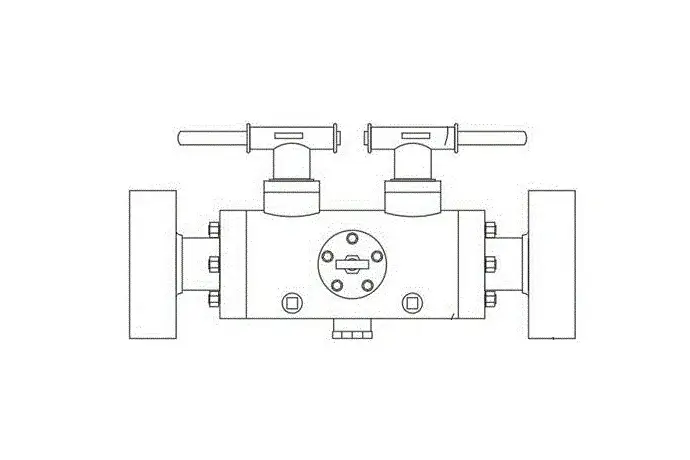
What Are the Types of Double Block and Bleed Valves?
Double block and bleed valves are available in several configurations, each designed for specific performance requirements and application scenarios.

Ball valve DBB designs feature two separate ball segments with a central bleed port, offering quick quarter-turn operation and excellent sealing capabilities. Gate valve configurations provide straight-through flow with minimal pressure drop but typically require multiple turns for full operation. Plug valve DBB systems excel in handling abrasive fluids and provide bubble-tight sealing in challenging services.
Integrated DBB valves combine both block functions and bleed capability into a single compact unit, saving space and reducing potential leak paths compared to assembled multiple-valve arrangements. Modular systems allow field assembly of DBB configurations using separate valves and manifolds, providing flexibility for unique piping arrangements.
Materials of construction range from standard carbon steel for general service to stainless steel, alloy materials, and exotic metals for corrosive or high-temperature applications. Pressure ratings extend from ANSI 150 through 2500 classes, with temperature capabilities spanning cryogenic applications to high-temperature services exceeding 1000°F.
Each type offers distinct advantages in terms of sealing reliability, operational efficiency, maintenance requirements, and cost-effectiveness for different industrial applications.
What’s the Advantage of Using Single vs. Double Block and Bleed Valves?
The choice between single and double block and bleed valves involves significant safety, operational, and economic considerations that impact overall system integrity.

Single block and bleed configurations provide basic isolation with one primary seal and a bleed port, offering economical solutions for non-critical applications with low-risk fluids. However, they lack the redundancy and verification capabilities of DBB systems.
Double block and bleed valves provide superior safety through dual sealing barriers with intermediate pressure monitoring, ensuring positive isolation even if one seal experiences minor leakage. The safety advantages of DBB valves become particularly important when handling hazardous fluids, performing maintenance activities, or working in environmentally sensitive areas.
While DBB valves typically involve higher initial investment compared to single isolation methods, they often provide long-term cost savings through reduced downtime, minimized fluid loss, and lower environmental compliance risks. The ability to verify seal integrity without system shutdown represents a significant operational advantage, allowing preventive maintenance to be scheduled rather than emergency repairs after seal failure.
For critical applications where isolation failure could result in safety incidents, environmental damage, or production losses, the additional investment in DBB technology is generally justified by the enhanced protection and risk reduction it provides.
Why Choose WalterValves for Double Block and Bleed Isolation Needs?
WalterValves has established itself as a premier manufacturer of double block and bleed valves by combining engineering excellence with practical industry experience. Our DBB products undergo rigorous testing and quality assurance processes to ensure reliable performance in demanding applications.
We offer comprehensive technical support including application engineering assistance, installation guidance, and maintenance training to help customers optimize their isolation systems. Our product range includes standardized configurations for common applications and custom-engineered solutions for unique challenges, all designed to meet relevant industry standards and certification requirements.
The company maintains extensive inventory of critical components to ensure timely delivery and aftermarket support. Our global distribution network provides local technical support and service capabilities, reducing downtime and ensuring prompt response to customer needs.
WalterValves’ commitment to innovation continues to drive product improvements including enhanced sealing technologies, reduced maintenance requirements, and improved operational efficiency. Customers choose WalterValves for their DBB requirements because of our proven track record in critical applications, comprehensive quality assurance processes, and commitment to customer success through technical excellence and reliable product performance.
Conclusion
Double block and bleed valves represent the gold standard in fluid isolation technology, providing unmatched safety and reliability for critical applications. Their dual-seal design with intermediate bleed capability offers verifiable isolation that single valves cannot match, making them essential for hazardous fluid handling, maintenance safety, and environmental protection.
Understanding the different types, applications, and selection criteria for DBB valves enables engineers and operators to implement optimal isolation strategies that meet both safety requirements and operational needs. The implementation of DBB technology requires careful consideration of factors including fluid properties, operating conditions, regulatory requirements, and maintenance capabilities. Proper selection, installation, and maintenance are essential for ensuring long-term reliability and performance.
As industry standards continue to evolve toward higher safety requirements, DBB valves are becoming increasingly important for responsible fluid system design and operation.
For assistance with your double block and bleed valve requirements, contact our engineering team for expert guidance on product selection and application best practices. Explore our comprehensive product catalog to discover our full range of DBB solutions, from standard configurations to custom-engineered valves for specialized applications. Request a consultation with our technical specialists to evaluate your specific isolation needs and develop optimized solutions that ensure safety, reliability, and compliance with industry standards. Choose WalterValves for your critical isolation requirements and experience the difference that quality engineering and manufacturing excellence can make in your operations.